



د چین OEM دودیز spheroidal ګرافیت کاسټ اوسپنې برخه د شیل مولډ کاسټ کولو محصولاتو سرهد CNC ماشیند تودوخې درملنه او د سطحې درملنه.
د کاسټ اوسپنې د مستطیل (نوډولر) میخانیکي ملکیتونه | ||||||||
| د DIN EN 1563 مطابق توکي | د اندازه کولو واحد | EN-GJS-350-22-LT | EN-GJS-400-18-LT | EN-GJS-400-18 | EN-GJS-500-7 | EN-GJS-600-3 | EN-GJS-700-2 | EN-GJS-800-2 |
| EN-JS 1015 | EN-JS 1025 | EN-JS 1020 | EN-JS 1050 | EN-JS 1060 | EN-JS 1070 | EN-JS 1080 | ||
| د کش کیدو ښه وړ | Rm min.MPA | ۳۵۰ | ۴۰۰ | ۴۰۰ | ۵۰۰ | ۶۰۰ | ۷۰۰ | ۸۰۰ |
| 2% د حاصل قوت | Rp0.2 min.MPA | ۲۲۰ | ۲۴۰ | ۲۵۰ | ۳۲۰ | ۳۷۰ | 420 2) | ۴۸۰ ۲) |
| اوږدوالی | یو٪ | 22,0 | ۱۸،۰ | ۱۸،۰ | ۷،۰ | 3,0 | 2,0 | 2,0 |
| سختۍ | HB | 110-150 | 120-160 | 140-190 | 170-220 | 200-250 | 230-280 | 250-330 |
| جوړښتونه | په عمده توګه ferritic | په عمده توګه ferritic | په عمده توګه ferritic | ferritic + pearlite | ferritic + pearlite | په عمده توګه موتی | ټول موتی | |
| شین فشار | σaB MPa | ۳۱۵ | ۳۶۰ | ۳۶۰ | ۴۵۰ | ۵۴۰ | ۶۳۰ | ۷۲۰ |
| تورشن | TtB MPa | ۳۱۵ | ۳۶۰ | ۳۶۰ | ۴۵۰ | ۵۴۰ | ۶۳۰ | ۷۲۰ |
| د لچک وړ ماډلونه | د GPa | ۱۷۰ | ۱۷۰ | ۱۷۰ | ۱۷۵ | ۱۷۵ | ۱۷۵ | ۱۷۵ |
| د زهر شمیره | v – | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 | 0,280 |
| فشاري ځواک | σdB MPa | – | ۷۰۰ | ۷۰۰ | ۸۰۰ | ۸۷۰ | 1000 | ۱۱۵۰ |
| د فرورچر سختۍ | Klc MPa ·√m | 31 | 30 | 30 | 25 | 20 | 15 | 14 |
| کثافت | g/cm3 | ۷،۱ | ۷،۱ | ۷،۱ | ۷،۱ | ۷،۲ | ۷،۲ | ۷،۲ |

د شیل مولډینګ کاسټینګپروسې ته د پری لیپت رال ریت کاسټ کولو پروسه ، د ګرم شیل مولډینګ کاسټینګ یا د اصلي کاسټینګ پروسه هم ویل کیږي. د مولډینګ اصلي مواد د پری لیپت شوي فینولیک رال شګه ده ، کوم چې د شنه شګو او فران رال ریت څخه ډیر ګران دی. سربیره پردې ، دا شګه نشي کارول کیدی.
د فوران رال د ځان سخت کولو ریت کاسټ کولو پروسه (نوبیک پروسه) د کاسټینګ مولډ جوړولو لپاره د فوران رال لیپت شګه کاروي. وروسته له دې چې اصلي شګه (یا بیا ترلاسه شوې شګه)، مایع فران رال او مایع کتلست په مساوي توګه مخلوط کړئ، او په اصلي بکس (یا د شګو بکس) کې یې ډک کړئ، او بیا یې په اصلي بکس (یا شګه) کې په مولډ یا مولډ کې سخت کړئ. بکس) د خونې په حرارت کې. بیا د کاسټینګ مولډ یا کاسټینګ کور رامینځته شو ، کوم چې د ځان سخت کولو کولډ کور بکس مولډینګ (کور) ، یا د ځان سخت کولو میتود (کور) بلل کیږي.
ځکه چې مولډ د خونې په حرارت کې رامینځته کیږي او تودوخې ته اړتیا نلري ، د ځان سختې شګې کاسټینګ ته هم د نو بیک کاسټینګ پروسې ویل کیږي. د ځان سختولو میتود په اسید- کتلیز شوي فوران رال او فینولیک رال شګه د ځان سختولو میتود ، د یوریتان رال ریت ځان سختولو میتود او فینولیک مونوسټر د ځان سختولو میتود باندې ویشل کیدی شي.
د ځان سخت کولو سړې بکس باندر شګه په توګه ، د فوران رال ریت په چینایي فاونډري کې ترټولو دمخه او اوس مهال ترټولو پراخه کارول شوي مصنوعي باندر شګه ده. په مولډینګ شګه کې د اضافه شوي رال مقدار عموما له 0.7٪ څخه تر 1.0٪ پورې وي، او په اصلي شګه کې د اضافه شوي رال مقدار عموما له 0.9٪ څخه تر 1.1٪ پورې وي. په furan resin کې د وړیا aldehyde محتويات د 0.3٪ څخه ښکته دي، او ځینې فابریکې د 0.1٪ څخه ښکته دي. په چین کې په فنډریزونو کې ، د فوران رال پخپله سخته شګه د تولید پروسې او د کاسټینګ سطحې کیفیت ته په پام سره نړیوالې کچې ته رسیدلې.
Ductile cast iron، چې د nodular cast iron، spheriodal graphite cast iron یا په لنډ ډول یوازې SG اوسپنه هم ویل کیږي، د کاسټ اوسپنې د یوې ډلې استازیتوب کوي. نوډولر کاسټ اوسپنه د سپیرایډیزیشن او انوکیشن درملنې له لارې نوډولر ګرافیت ترلاسه کوي ، کوم چې په مؤثره توګه د کاسټ اوسپنې میخانیکي ملکیتونه ښه کوي ، په ځانګړي توګه پلاستیکي او سختۍ ، ترڅو د کاربن فولاد څخه لوړ ځواک ترلاسه کړي.
د اوسپنې کاسټینګونه د کاربن فولادو په پرتله د شاک جذب ښه فعالیت لري، پداسې حال کې چې د کاربن فولاد کاسټینګ خورا ښه ویلډ وړتیا لري. او تر یوې اندازې پورې، د ډیکټائل اورن کاسټینګ کولی شي د مقاومت لرونکي لباس او زنګ ځینې اجراات ولري. نو د اوسپنې کاسټینګ د ځینې پمپ کورونو یا د اوبو رسولو سیسټمونو لپاره کارول کیدی شي. په هرصورت، موږ لاهم اړتیا لرو چې د اغوستلو او زنګ څخه د دوی د ساتنې لپاره احتیاطي تدابیر ونیسو.
Ductile اوسپنه یو واحد مواد نه دی بلکه د موادو د یوې ډلې برخه ده چې د مایکرو جوړښت د کنټرول له لارې د پراخه ملکیتونو لپاره تولید کیدی شي. د موادو د دې ګروپ عام مشخص ځانګړتیا د ګرافیت شکل دی. په ductile اوسپنې کې، ګرافائٹ د فلیکس پر ځای د نوډولونو په بڼه وي ځکه چې دا په خړ اوسپنه کې وي. د ګرافیت د فلیکس تیز شکل د فلزي میټریکس دننه د فشار غلظت ټکي رامینځته کوي او د نوډولونو ګردي شکل لږ څه رامینځته کوي ، پدې توګه د درزونو رامینځته کیدو مخه نیسي او د الیاژ نوم ورته وده ورکوي. نو په عموم کې خبرې کول ، که چیرې ډیکټائل اوسپنه ستاسو اړتیاوې پوره کړي ، نو د کاسټینګ لپاره د کاربن فولاد پرځای ستاسو وړوکی اوسپنه ستاسو لومړی انتخاب کیدی شي.

| رال لیپت شګه کاسټینګ فلزي او الیاژ | |
| فلزي او الیاژ | مشهوره درجه |
| خړ کاسټ اوسپنه | GG10~GG40; GJL-100 ~ GJL-350; |
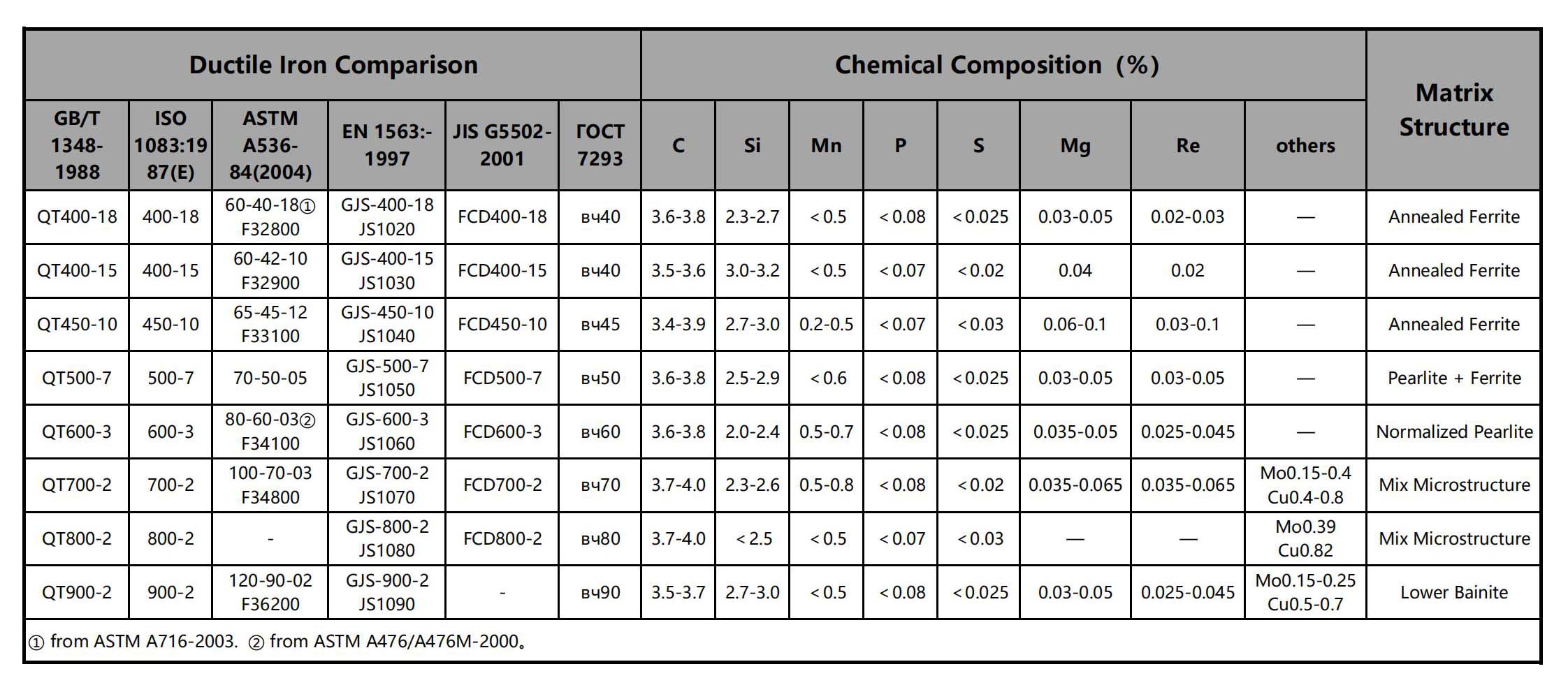
| مستعار (نوډولر) کاسټ اوسپنه | GGG40 ~ GGG80; GJS-400-18, GJS-40-15, GJS-450-10, GJS-500-7, GJS-600-3, GJS-700-2, GJS-800-2 |
| Austempered Ductile Iron (ADI) | EN-GJS-800-8, EN-GJS-1000-5, EN-GJS-1200-2 |
| د کاربن فولاد | C20، C25، C30، C45 |
| د الماس فولاد | 20Mn, 45Mn, ZG20Cr, 40Cr, 20Mn5, 16CrMo4, 42CrMo, 40CrV, 20CrNiMo, GCr15, 9Mn2V |
| سټینلیس سټیل | فیریټیک سټینلیس سټیل ، مارټینیټیک سټینلیس سټیل ، آستینیتیک سټینلیس سټیل ، باران سخت سټینلیس سټیل ، ډوپلیکس سټینلیس سټیل |
| د المونیم الیاژ | ASTM A356، ASTM A413، ASTM A360 |
| د پیتل / مسو پر بنسټ الیاژ | C21000, C23000, C27000, C34500, C37710, C86500, C87600, C87400, C87800, C52100, C51100 |
| معیاري: ASTM، SAE، AISI، GOST، DIN، EN، ISO، او GB | |
د فوران رال لیپت شګه د ځان سخت کولو مولډینګ کاسټینګ ګټې:
1) د کاسټینګ ابعادي دقت او د سطحې خرابوالی ښه کړئ.
2) د مولډ (کور) شګه سخته وچولو ته اړتیا نلري، کوم چې کولی شي انرژي خوندي کړي، او ارزانه لرګي یا پلاستيکي کور بکسونه او ټیمپلیټونه هم کارول کیدی شي.
3) د ځان سخته مولډینګ شګه د کمپیک کولو او سقوط کولو لپاره اسانه ده ، د کاسټینګ پاکولو لپاره اسانه ده ، او زړې شګه له سره کارول کیدی شي او بیا کارول کیدی شي ، کوم چې د اصلي جوړولو ، ماډلینګ ، د شګو ښکته کیدو ، پاکولو او نورو لینکونو د کار شدت خورا کموي ، او د میکانیزم یا اتومات احساس کول اسانه دي.
4) په شګه کې د رال ډله ایزه برخه یوازې 0.8٪ ~ 2.0٪ ده، او د خامو موادو جامع لګښت ټیټ دی.
ځکه چې د ځان سختولو میتود ډیری پورته ذکر شوي ځانګړي ګټې لري ، د ځان سخت کولو میتود نه یوازې د اصلي جوړولو لپاره کارول کیږي ، بلکه د کاسټ کولو مولډینګ لپاره هم کارول کیږي. دا په ځانګړې توګه د واحد ټوټه او کوچنۍ بستې تولید لپاره مناسب دی، او کولی شي د کاسټ اوسپنې، کاسټ فولادو او غیر فیرس مصر کاسټینګ تولید کړي. ځینې چینایي فاونډریز په بشپړه توګه د خټو وچې شګې، د سیمنټو د شګو مولډونه، او په جزوي توګه د اوبو د شیشې شګو سره ځای په ځای کړي دي.

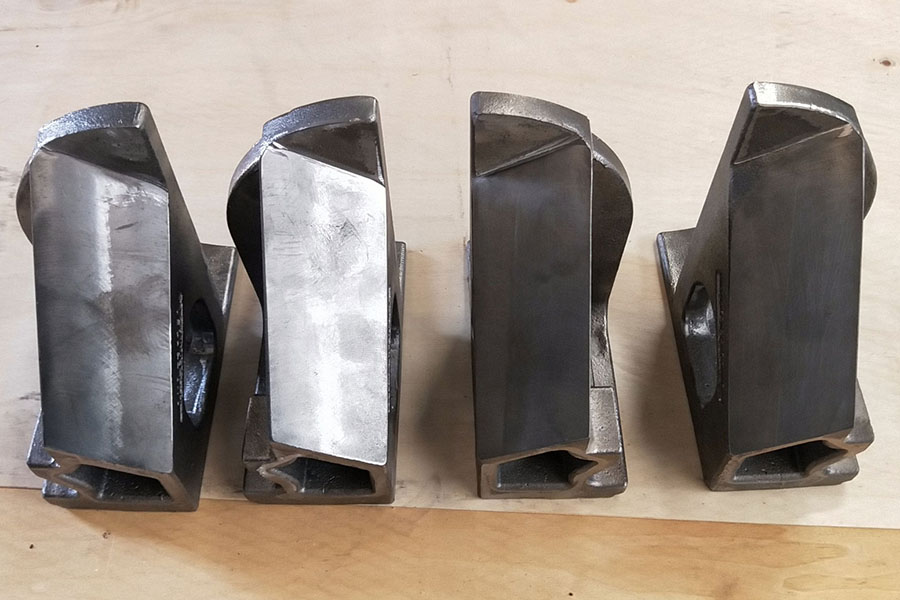

د کاسټ اوسپنې پرزې







{kind=link}